
基于Autoform的汽車翼子板回彈補償方法研究
2019-04-25 by:CAE仿真在線 來源:互聯網
汽車外覆蓋件在汽車制造中占有很重要的地位,涉及整車的美觀以及安全性,對于整車的外覆蓋件,90%以上都是沖壓成形制造的。然而板料在沖壓成形時容易產生回彈變形,同時伴隨尺寸超差、開裂、減薄率超差、起皺等現象,這些現象直接影響外覆蓋件的成形質量和精度。
在汽車模具生產行業中,汽車外覆蓋件模具一般采用人工修理,不僅費時費力,還延長模具生產周期。因此快速精準地對模具成形的零件回彈進行數值模擬和修模補償成為汽車外覆蓋件沖壓成形的研究要點。現主要通過對成形零件的回彈進行分析以及相應的工藝數值補償,來解決汽車翼子板外覆蓋件的成形問題。
翼子板回彈分析01回彈原因及解決方法翼子板產生回彈的主要原因是彎曲部位的拉壓應力釋放,塑性變形時存在彈性恢復和零件內應力不均等。解決翼子板回彈問題的方法是使零件進入塑性變形區,避開彈性變形區,也可以運用過量彈性變形來減少零件回彈變形量。
02翼子板材料及回彈數據分析
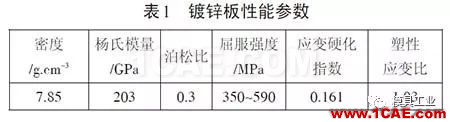
翼子板材料選取DC52D+Z(鍍鋅板)鋼,厚度為1.2 mm,性能參數如表1所示,由力學性能得出此鋼板的拉伸曲線如圖1所示。
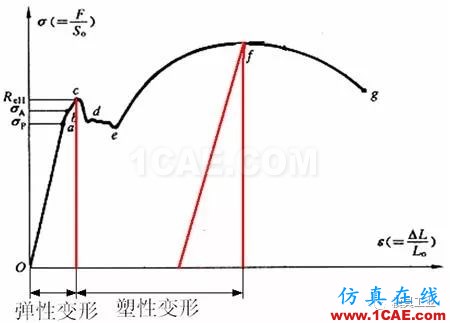
圖1 鍍鋅板拉伸曲線
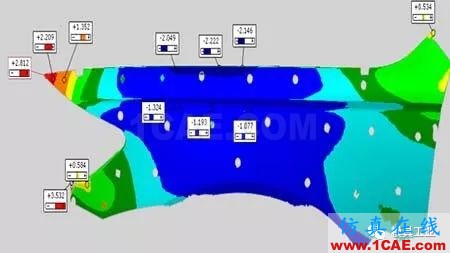
圖2 ATOS數據分析
現以某車型翼子板為例,在無工藝數值補償時,ATOS光學掃描數據與標準數據對比分析得出:實際零件與理想零件之間存在較大的誤差,如圖2所示。回彈變形量大的區域是翼子板的前部鷹嘴處與中部,此區域的誤差范圍在-2.2~3.5mm,超出標準誤差,因此為重點研究區域,其余區域回彈量較小。
回彈補償策略01數據采集及檢測分析由于汽車外板零件剛性的不足,其回彈表現為大范圍的平緩起伏,檢測或裝配的基準位置常處于回彈變形區。無論是精度尺寸檢測還是裝車匹配,都需對檢測零件施加額外的夾緊力,使其基準位置處于理論尺寸狀態。
分析翼子板沖壓件回彈變形規律,首先將沖壓零件在可靠支撐的前提下進行ATOS光學掃描,確保其準確性。在光學掃描中盡量選取零件的定位基準面作為支撐點,并保證定位方式不會使零件產生干涉變形,必要時可采取增減墊片的方式。為確保掃描獲得的回彈信息準確,一個零件的檢測需要多次掃描采集數據,圖3所示為光學檢測零件。

圖3 光學檢測零件
02回彈補償流程運用Autoform對零件進行回彈補償時,注意補償的原始數據不能發生任何變化,每次補償的數據變化僅來源于回彈補償量的變化。
在Autoform內部直接進行回彈補償輸出數據,將輸出的Autoform回彈補償結果導入CATIA逆向重構,用逆向重構的數據輸出txt文檔,再導入CATIA進行驅動變形,所輸出的回彈前后網格或點云在CATIA重新對齊,并比較驅動曲面變形。
采用catia-shape_morphing進行曲面整體變形處理,可以滿足幾何尺寸的正確性,其缺點是無法保證曲面的光順連續性,因此要對曲面進行整體補償。根據變形范圍構造參考曲面,調整曲面控制點,使曲面邊界與變形邊界匹配,注意對稱約束及曲面的光順性。
拷貝調整后的曲面作為變形基準面,根據變形,調整曲面階數和邊界約束,并合理選擇控制點進行曲面變形調整,同時注意曲面的光順性,用調整后的曲面與原曲面比較判斷誤差是否存在合理范圍內,并用CATIA中的Wrapsurface工具進行曲面變形處理。最后進行曲面光順性檢查、曲面偏差檢查,確認變形結果。
03翼子板回彈案例通過上述回彈補償流程,進行第1次回彈補償。用Autoform進行回彈補償時,軟件提供的固定公式進行補償計算,圖4所示為彈性恢復系數計算公式,回彈補償所有的數據均由Autoform軟件來進行相應的計算,如圖5所示,所得出的對比數據并未達到標準值,但已經減小了翼子板回彈量,翼子板的前部鷹嘴處與中部回彈量分別由3.5mm和-2.2mm減小到1.3mm和-1.2mm。
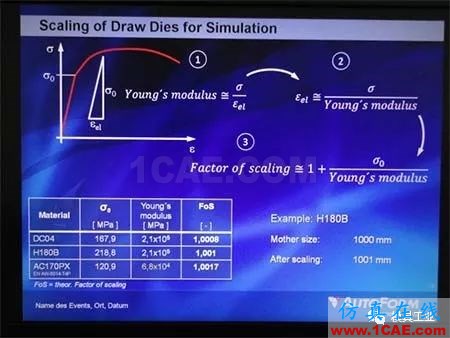
圖4 彈性恢復系數計算公式
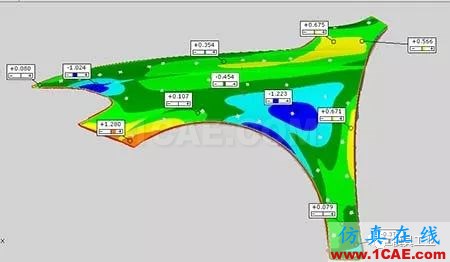
圖5 翼子板第1次補償對比數據
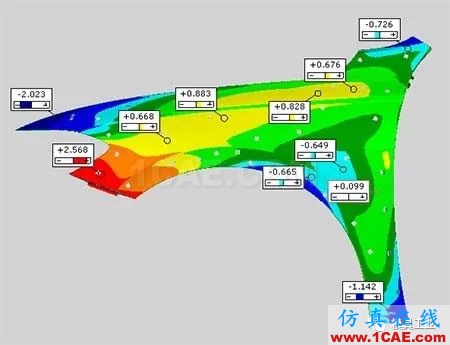
圖6 翼子板第2次補償對比數據
由于第1次補償未達到標準值,對翼子板進行第2次補償,第2次補償數據和原始數據對比結果超出零件標準值,數值在-2.0~2.5mm,如圖6所示。多次相關試驗發現影響對比結果的是前部鷹嘴翻邊處角度回彈量,因此第1次補償后,解決前部鷹嘴翻邊處回彈角度就能夠解決其他的補償問題。
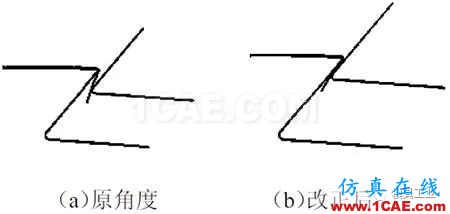
圖7 角度過切示意圖
在解決上述角度問題時,只能采用過量角度以及相應過切方法進行補償,因此在前部鷹嘴翻邊成形時采用2°~4°經驗補償以及相應過切補償,如圖7所示。
04試驗結果分析通過以上步驟得出補償后的對比數據,利用補償后的參數進行生產驗證,將得到的補償試驗件數據與理想數據進行對比,如圖8所示,數據誤差完全符合要求,均在-0.7~0.9mm。
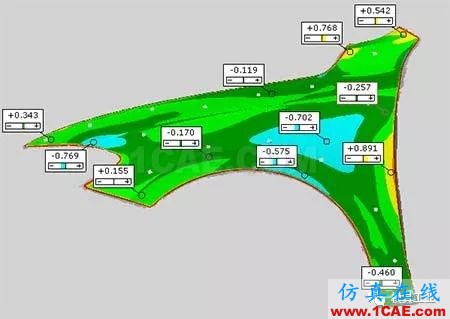
圖8 補償后的試驗件數據分析對比
試驗驗證
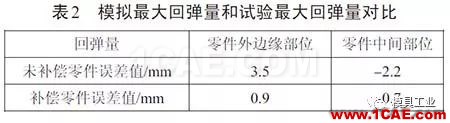
采用DC52D+Z(鍍鋅板)鋼材料,得到未補償零件與補償零件最大回彈量的對比結果如表2所示。從表2數據可以看出,補償后的誤差值大幅度減小。證明通過Autoform模擬零件補償對翼子板成形過程的控制效果明顯,可以將Autoform補償的方法應用于其他成形困難的汽車外覆蓋件的成形過程中。
▍內容來源:《模具工業》2017年第9期
▍原文作者:賈文博,王振宏,尹凱
▍作者單位:長春理工大學、一汽模具制造有限公司
相關標簽搜索:基于Autoform的汽車翼子板回彈補償方法研究 Autoform分析培訓班 Autoform汽車模具仿真 Autoform視頻教程 Autoform資料下載 在線軟件培訓 汽車鈑金代做 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 有限元培訓 Solidworks培訓




