
系統工藝優化替代板金屬成形試錯法
2017-07-17 by:CAE仿真在線 來源:互聯網
隨著日益增長的不同汽車車型,沖壓部件的幾何復雜性以及高強鋼和鋁板的廣泛應用,板金屬成形工藝越來越復雜。鑒于全球競爭愈發激烈,汽車制造商旨在使用最尖端的科技生產高質量的沖壓件,縮短研發周間。為了應對這些挑戰,AutoForm Engineering開發了新方法來系統性優化板金屬成形工藝。這個方法讓工程師在初期工程階段就可以系統性地優化板金屬成形工藝。
系統工藝優化(SPI)可以通過識別哪個設計參數在多大程度上影響部件質量,更深入透徹的了解成形工藝。在SPI,可以自動執行多個沖壓模擬。在這些模擬期間,工程師將重點放在沖壓零件質量指標時設計參數會改變。可以通過模擬中一個或多個輸出變量設定質量指標,例如沒有開裂,沒有褶皺或充分拉延。通過這個方式,對沖壓部件影響最大的設計參數可以再初期工程階段被識別。工程師可以對設計參數最初調整,同時通過電腦屏幕觀察這些改變對整個部件的影響。這些步驟即成形工藝的系統性優化。

實際操作中如何實現?
為了呈現實際操作中系統工藝優化如何成功替代反復試驗,我們對后行李箱蓋內板進行范例模擬。在模擬后行李箱蓋內板后,結果顯示臨界區域可能有開裂風險。工程師在這個階段的主要任務是檢測部件臨界區域在哪里,這樣做可以有效地解決問題,其他區域因此會發生什么問題。為了優化成形工藝,獲得沒有開裂的部件,須要調整現值1800kN的壓邊力。

后行李箱蓋內板開裂和開裂風險的區域
試錯法
當應用傳統的試錯法時,工程師調整壓邊力值并再進行一次模擬。模擬結果顯示是否選擇了合適的壓邊力值來獲得沒有開裂的優質部件。如果未達成,就需要用新的壓邊力值進行模擬,直到獲得沒有開裂的優質部件為止。在此范例中,第一個獲得的成功結果就是最佳解決方案。試錯法依靠工程師的經驗,是一項耗時的過程,需要預留修改更正的時間。顯然更快速、更可靠的解決方案是不可或缺的。通過應用SPI方法,可以正確評估可靠的模擬結果,大幅度減少獲取優質部件的時間。
系統工藝優化
系統工藝優化大幅度增強成形工藝。一旦選擇了質量指標,在此范例中為無開裂,再選擇設計變量,在此范例中是壓邊力。變量范圍是從最低值1000 kN到最高值2000 kN,當前值是1800kN。在次范圍內的每個不同的壓邊力會自動計算。AutoForm軟件提供工程師直觀的過程窗口,例如過程窗口內綠色陰影表示開裂問題得到解決的壓邊力設置,反過來,紅色陰影表示可能出現開裂的壓邊力設置。對后行李箱蓋內板而言,綠色的范圍是壓邊力從1000 kN到1240 kN。最終結果為, 壓邊力值為1100 kN時不再有可能發生開裂的臨界區域。
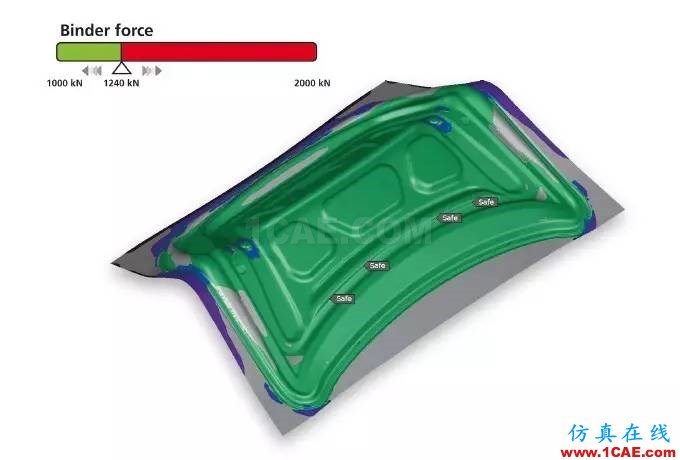
系統工藝優化讓后行李箱蓋內板安全無患。
在SPI,選出最佳的設計變量值可獲得可行性最高的工藝。讓工程師可以成功處理復雜的部件幾何體、高強度材料和鋁板、緊迫的截止日期需求和對質量的高要求。通過更好的認識成形工藝,實現縮短開發周期。通過執行SPI,工程師可以在投入生產前解決處理主要的制造問題。
AutoFormplus R7完全集成系統工藝優化功能
在AutoForm最新發布的AutoFormplus R7版本中,你可以輕松開展系統工藝優化。該版本讓用戶可以獲益于AutoForm-Sigmaplus所有功能,因為Sigma前期和后期的處理功能都被整合到AutoForm-ProcessExplorerplus。因此用戶可以在滿足理想質量需求的同時確保高效率的工程過程。
相關標簽搜索:系統工藝優化替代板金屬成形試錯法 Autoform分析培訓班 Autoform汽車模具仿真 Autoform視頻教程 Autoform資料下載 在線軟件培訓 汽車鈑金代做 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 有限元培訓 Solidworks培訓




