
世界那么大:也談Moldflow 壓力預測 (與實際試模對比)
2016-11-23 by:CAE仿真在線 來源:互聯網
這幾周好多人都出去看完世界,滿血回歸了,我們這些還抱著地球儀看世界的朋友,也只能來聊聊壓力了 :)
模流也一樣,要減小壓力,控制壓力。
上個月大概遇到幾位同學咨詢關于moldflow壓力預測與實際對比的問題,恰好最近也處理了歐洲客戶關于壓力預測的問題(有實驗對比數據,非常詳細,不過要保密 :)),也向我們澳洲的求解器開發大拿Dr. Franco請教了,所以一直想找時間把這些思路整理一下,分享給大家。
那還是按故事發生的時間:
艾曼斯的劉瓊女神上個月來電反映有客戶覺得壓力預測結果不好,問怎樣的差別范圍才算合理。那次來電之后,我又接到長安何智遠博士的來電,也問到有一個材料壓力不太合理,咨詢如何調整D3值,再后面還有張秀元一起討論到壓力預測。
希望下面的討論可以幫助到大家解決一些疑惑,也希望大家可以繼續討論,以幫助到更多同學更好的理解壓力預測差異的來源,得到更好的分析結果。
第0步: 相信很多人手里都有我們如何和實際工藝對比的白皮書,流道需要創建,工藝需要設置和實際相符,模型壁厚要檢查,等等... 這些就略過不表,相信要做壓力對比,前面的這些步驟都應該已經做好。
第一個需要檢查的是我們壓力實驗數據來源:需要去除空射 (air shot) 注塑機本身的壓力損失。
我們可能是直接從注塑機上讀取壓力數據,但這個數據沒有去除機器壓力的損失:例如噴嘴處和機器本身壓力傳遞的損失。通常的做法是,測試用近似的流率對空氣注射,讀取到機器上面壓力數值,這個值需要在最大壓力中扣除掉,再來和我們仿真結果來比較。
也可以這樣理解,比如同一副模具,在不同的注塑機上,我們肯定會讀到不同的壓力值(由于注塑機機臺的狀況不同)。
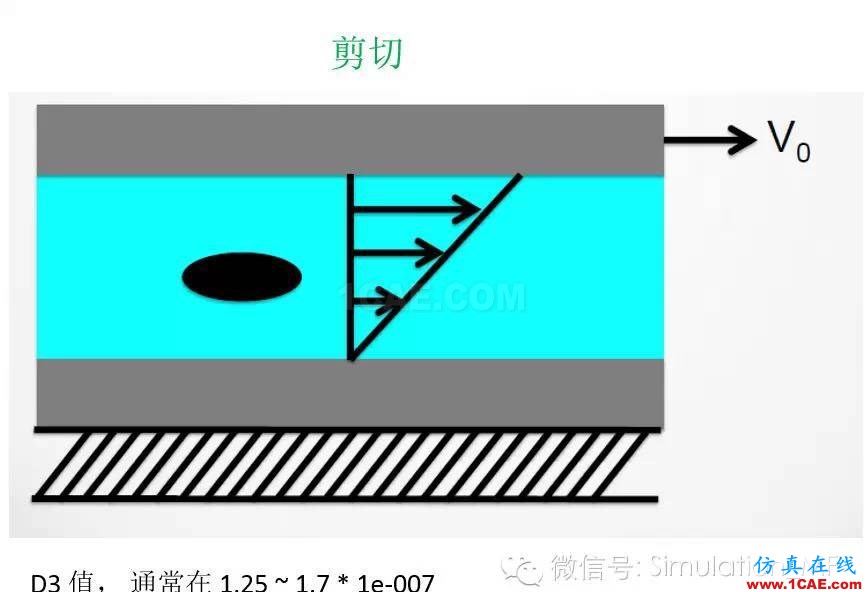
然后就是材料屬性,我們知道塑料熔體在流動中會有兩種形變,一個是發生在剪切(shear)流動,一個是發生在拉伸(extension)流動,這兩種形變會導致顯著的壓力降,那么接下來就來討論非常重要的兩個材料屬性。
第二個是D3,對我們Cross-WLF 粘度模型有過了解的都清楚,我們D3值表征的是壓力對粘度的影響,D3需要測試,但目前大部分材料的D3值都沒有測試。前面提到的歐洲客戶的7個案例,其中4個案例是使用的同一支材料,我在調整D3值后,全部和實際結果接近(5%以內)。
對于常規的情況,不考慮D3可以接受,但在以下幾種情況綜合下,必須要考慮D3:
1) 流長對壁厚的比例超過100倍
2) 注射壓力超過100MPa
3/) 壁厚小于2mm
D3 值得變動對midplane,DD,3D流動都會有效,不要小看這小小的1e-007值,它會讓壓力值翻上一個跟斗!
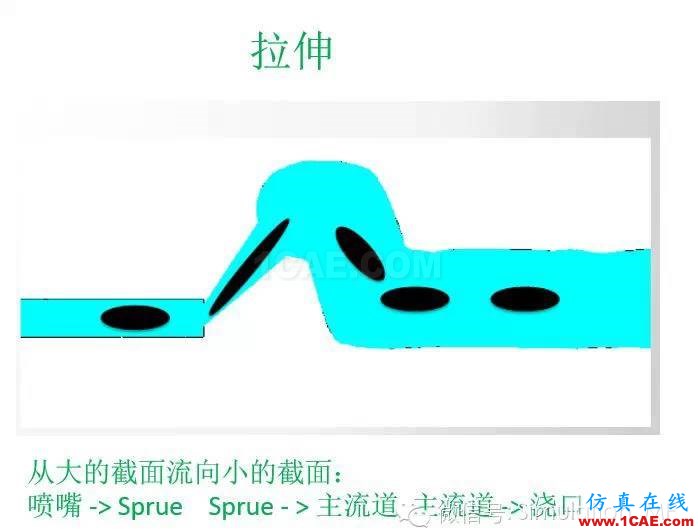
第三個是前面提到的拉伸流動形變(從大截面流到小截面)導致的壓力損失,這個要看材料的 Junction Loss和Extension Viscosity。
其中Junction Loss會在以下求解器中考慮:
1) 中面流動
2) 雙面流動
3) 3D 流動,但流道需要采用1維Beam單元
Extension Viscosity:
產品和流道都創建成3D 網格,Extension Viscosity 起作用。
后面秀元提到過對于壁厚比較小的零件,HTC值/冷卻的影響也很大,調整HTC值會對壓力值有很大影響。估計網格層數,注塑機控制方式-流率/螺桿速度位置控制方式,網格類型選用也會對壓力預測有一定影響。
方法歸方法,但相信還是有很多經驗性的東西在很多同學的腦海中,這些問題只有碰到過,解決過才能慢慢成為自己的東西。
關于這些參數的經驗值,相信網上也可以搜到大堆,我估計也要靠大家平時積累,就像HTC值,可能很多我們都沒有辦法一一來測過,但我們可以靠嘗試和經驗積累來解決問題。
相關標簽搜索:世界那么大:也談Moldflow 壓力預測 (與實際試模對比) Moldflow分析培訓 Moldflow課程培訓 Moldflow注塑分析的塑膠制品應用 Moldflow視頻 Moldflow技術教程 Moldflow資料下載 Moldflow分析理論 Moldflow軟件下載 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓




